

The manufacturing process for aluminum profiles involves several steps, from raw material preparation to final product inspection. Here's a detailed breakdown of the process:
Inspection: Incoming aluminum billets are inspected for quality and dimensions to ensure they meet the required specifications.
Cutting: The billets are cut to the desired length using precision saws to minimize material waste.
Cleaning: The cut billets are thoroughly cleaned to remove any surface contaminants that could affect the extrusion process.
Furnace Heating: The billets are placed in a furnace and heated to a specific temperature, typically between 400°C and 500°C, depending on the alloy composition.
Preheating: The billets are transferred to a preheating chamber to maintain a consistent temperature throughout the extrusion process.
Pressing: The heated billets are placed in a hydraulic press and subjected to immense pressure, forcing the molten aluminum through a die opening to form the desired profile shape.
Cooling: The extruded profiles are rapidly cooled using water or air quenching to solidify the aluminum and achieve the desired mechanical properties.
Straightening:
After extrusion, aluminum profiles may exhibit slight bends or distortions due to the uneven cooling process and residual stresses. To ensure precise dimensions and a straight profile, the extruded profiles undergo a straightening process.
There are two primary methods for straightening aluminum profiles:
1.Roller Straightening:
Roller Straightening Machines: Aluminum profiles are passed through a series of rollers arranged in different configurations to apply corrective forces and gradually eliminate any bends or warpage.
Adjusting Roller Pressure: The pressure applied by the rollers is carefully controlled to ensure effective straightening without causing damage to the profile.
2.Stretcher Straightening:
Hydraulic Stretchers: Aluminum profiles are placed on a hydraulic stretcher and subjected to tensile stress along their entire length.
Controlled Stretching: The amount of stretching is precisely controlled to eliminate bends and achieve the desired straightness.
Stretching:
In some cases, aluminum profiles may undergo an additional stretching process to enhance their dimensional accuracy and mechanical properties. Stretching typically involves:
Machines: Aluminum profiles are placed in a stretching machine and subjected to tensile stress beyond their yield point.
Controlled Stretching Force: The stretching force is carefully controlled to achieve the desired level of elongation without causing material failure.
Aging or Heat Treatment: After stretching, the profiles may undergo aging or heat treatment to stabilize their microstructure and improve their mechanical properties.
Benefits of Straightening and Stretching:
Improved Dimensional Accuracy: Straightening and stretching ensure that aluminum profiles meet precise dimensional tolerances, critical for various applications.
Enhanced Mechanical Properties: Stretching can improve the tensile strength, yield strength, and ductility of aluminum profiles.
Reduced Stress and Warpage: Straightening eliminates residual stresses and warpage from the extrusion process, preventing potential distortion or cracking in the final product.
Enhanced Appearance: Straight and dimensionally accurate profiles contribute to a visually appealing and professional-looking product.
By undergoing straightening and stretching, aluminum profiles achieve the desired dimensional accuracy, mechanical properties, and aesthetic qualities, making them suitable for a wide range of applications in construction, automotive, aerospace, and other industries.
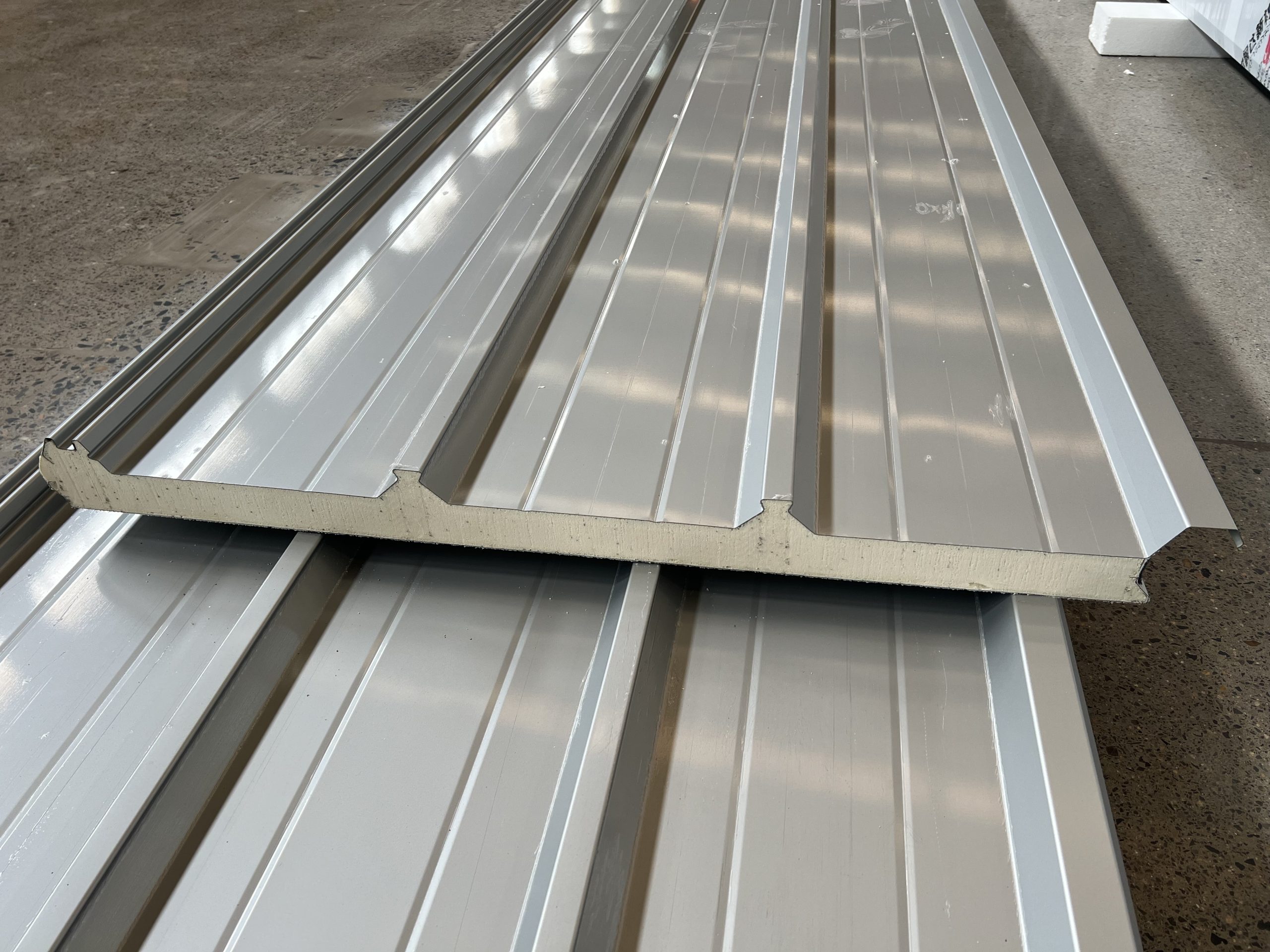

Shenzhen Somei Building Material Co., Ltd. provides one-stop photovoltaic and insulated roof & wall panel solutions for steel structure factories, warehouses, and cold rooms in hot-climate markets.